Сравнение на практике
Самый простой способ убедиться в экономическом преимуществе наших станков – сравнить их с обычным оборудованием. Мы можем показать на практических примерах, что в некоторых случаях экономия времени может доходить до 60 %. Длительность отдельных процессов вы увидите в наглядной инфографике на нашем сайте.
Мелкосерийное производство простых деталей
Вопреки ожиданиям, даже время переоснастки у циклических токарных станков SEIGER значительно меньше. Пока на обычном станке еще ведется переоснастка, деталь на токарном станке SEIGER уже почти готова. Особенно заметно повышает скорость обработки наличие осей с сервоприводами.
Чтобы увидеть абсолютное время в минутах, переместите курсор на поле.
Этапы работы обычного токарного станка
Этапы работы циклического токарного станка Seiger
- Подготовка станка
- Установка инструмента
- Крепление детали
- Составление программы
- Измерение детали
- Черновая обработка
- Чистовая обработка
Штучное производство сложных деталей
Преимущества циклических токарных станков SEIGER особенно очевидны при обработке сложных деталей. Наряду со сверхбыстрой переоснасткой, наши циклические токарные станки сохраняют гибкость обычных станков при повторяемости на уровне станков с ЧПУ.
Чтобы увидеть абсолютное время в минутах, переместите курсор на поле.

Этапы работы токарного станка с ЧПУ
Этапы работы циклического токарного станка Seiger
- Подготовка станка
- Установка инструмента
- Крепление детали
- Составление программы
- Измерение детали
- Черновая обработка
- Чистовая обработка
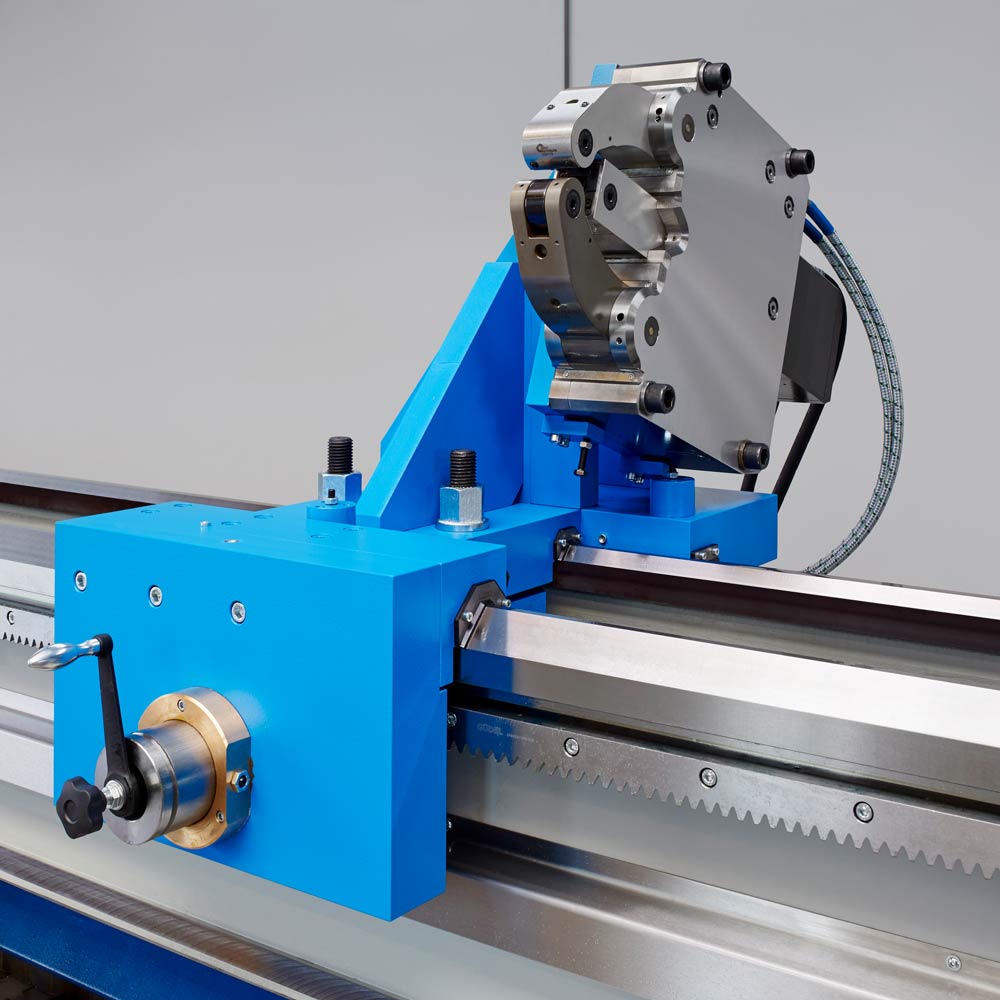
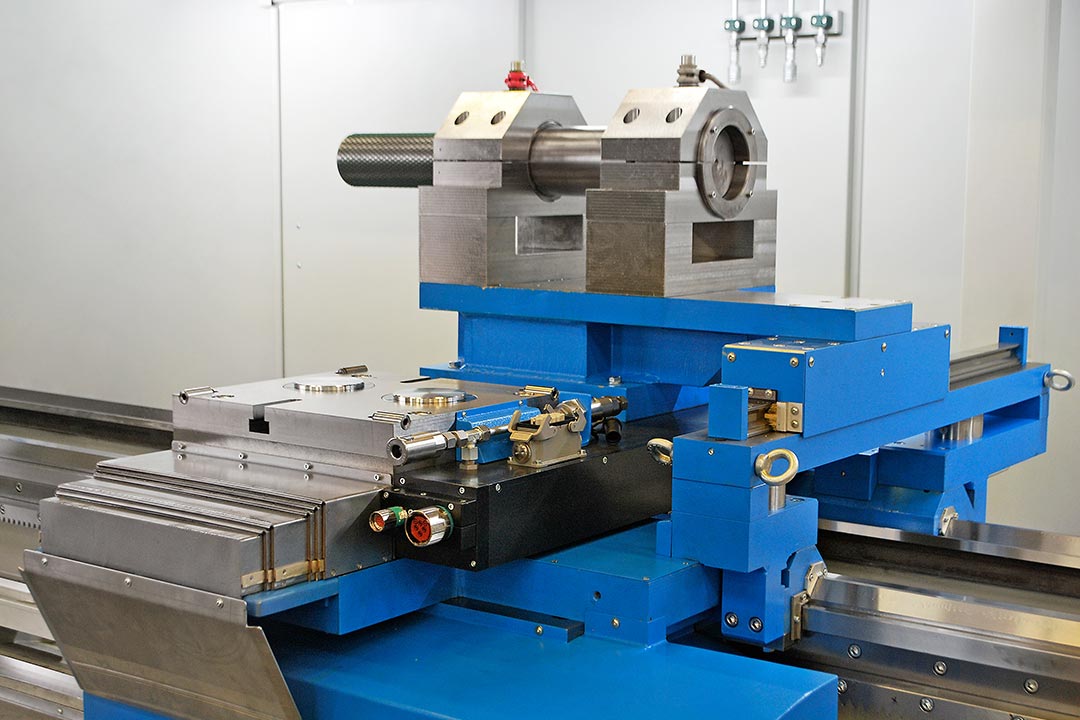
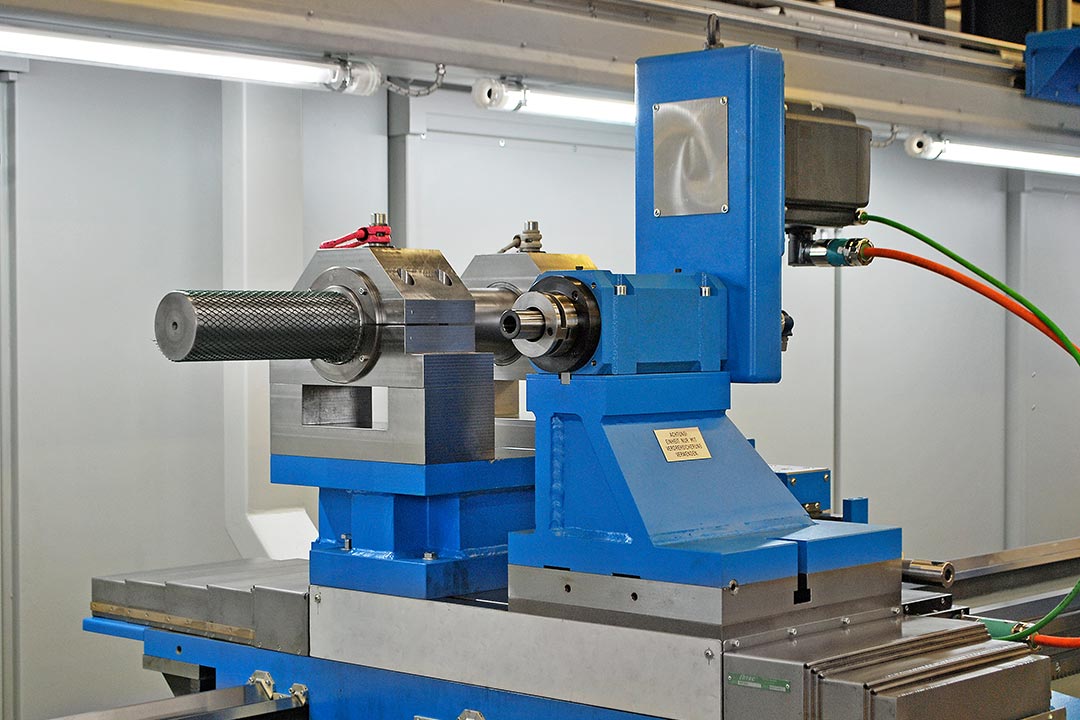
Позиционирование люнета в токарных станках с большим расстоянием между центрами
Для обработки деталей большой длины обязательно использование люнета. При этом крайне важно правильно планировать последовательность работ, чтобы избежать лишней перестановки люнетов. Благодаря системе перестановки люнета на станках SEIGER люнет можно быстро и удобно перемещать по всей станине. Благодаря интеллектуальному решению для соединения и разъединения с приводным узлом, при необходимости люнетный узел легко и быстро снимается со станины.
Чтобы увидеть абсолютное время в минутах, переместите курсор на поле.
Этапы работы без специальной системы перестановки SEIGER
Этапы работы со специальной системой перестановки SEIGER
- Подготовка крана
- Подвес люнета
- Откручивание винтов
- Снятие крепежной плиты
- Позиционирование люнета
- Установка крепежной плиты и затяжка винтов
- Снятие с крана
- C. Откручивание винтов
- H. Фиксация системы перестановки
- E. Позиционирование люнета
- I. Затяжка винтов
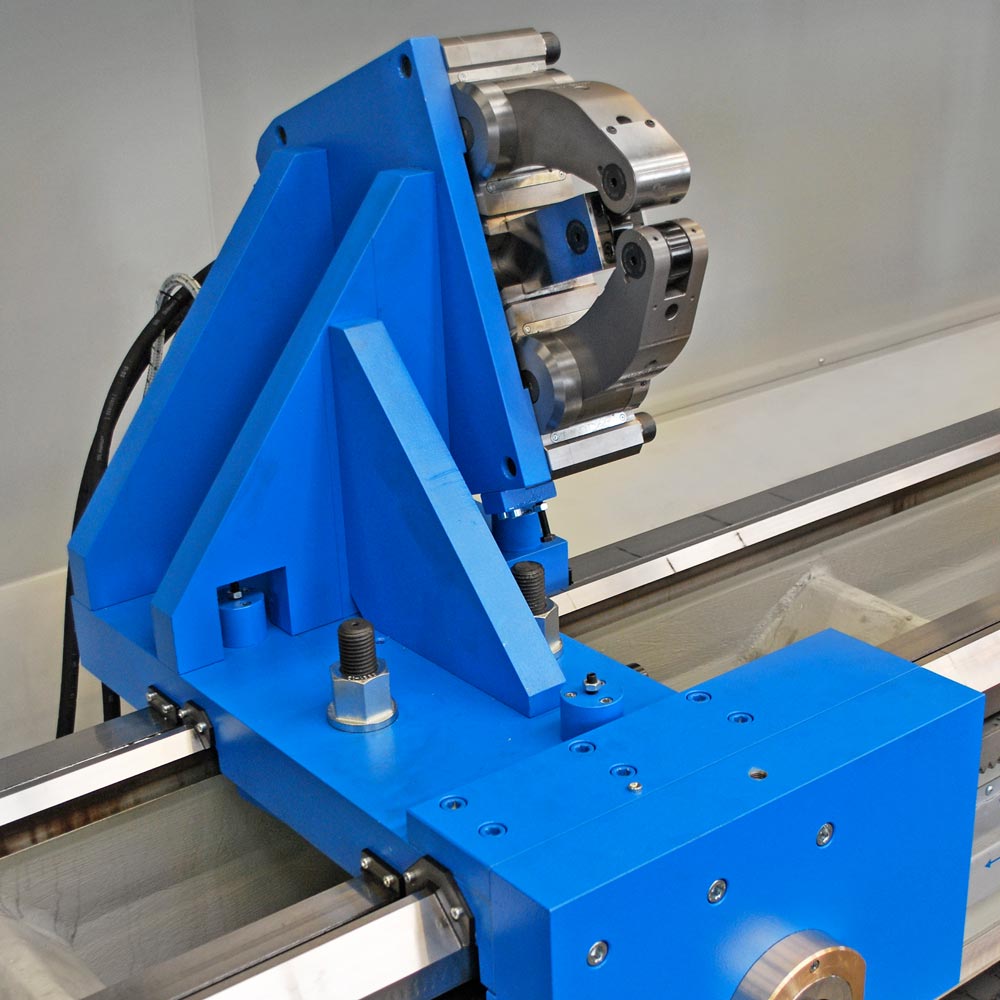

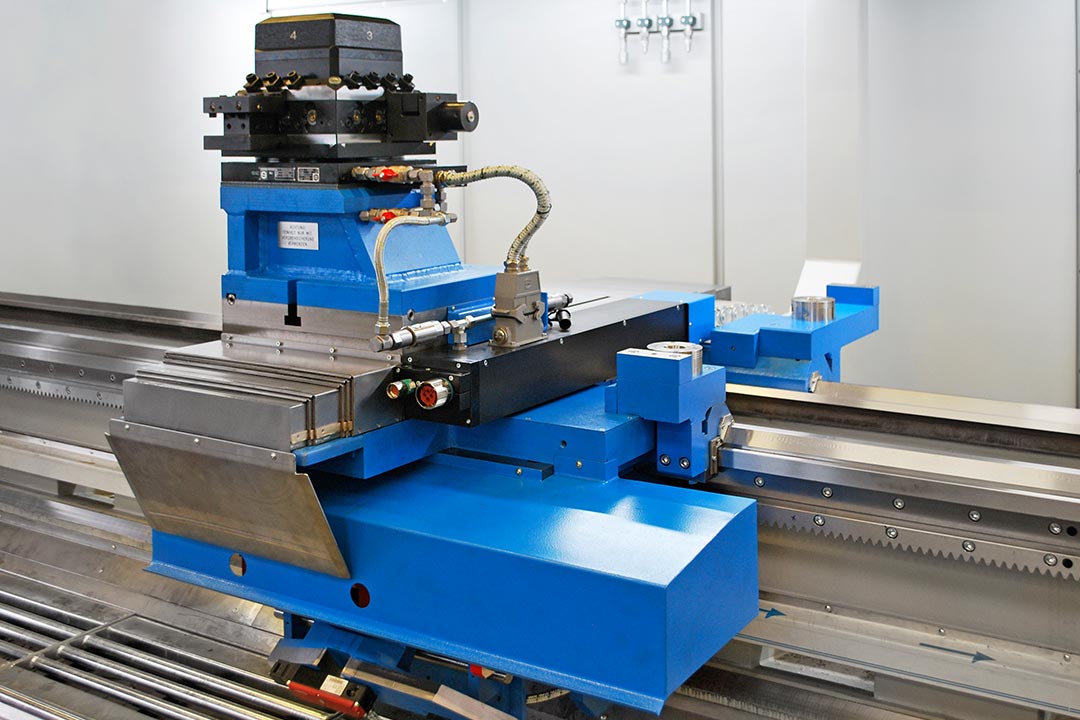
Установка револьверной головки/ сверлильно-фрезерной головки/ зажимной опоры борштанги
При изготовлении особенно сложных деталей приходится часто менять инструмент или даже прибегать к полной смене инструментальной системы. С системой быстрого крепления SEIGER это больше не проблема. Эта технология позволяет менять автоматические системы смены инструмента (например, револьверные головки на приводные сверлильно-фрезерные головки или зажимные опоры борштанг).
Чтобы увидеть абсолютное время в минутах, переместите курсор на поле.
Этапы работы без системы быстрого крепления SEIGER
Этапы работы с системой быстрого крепления SEIGER
- Подготовка крана
- Нажатие кнопки
- Откручивание винтов
- Снятие узла
- Установка нового узлаn
- Выравнивание узла с помощью индикатора часового типа
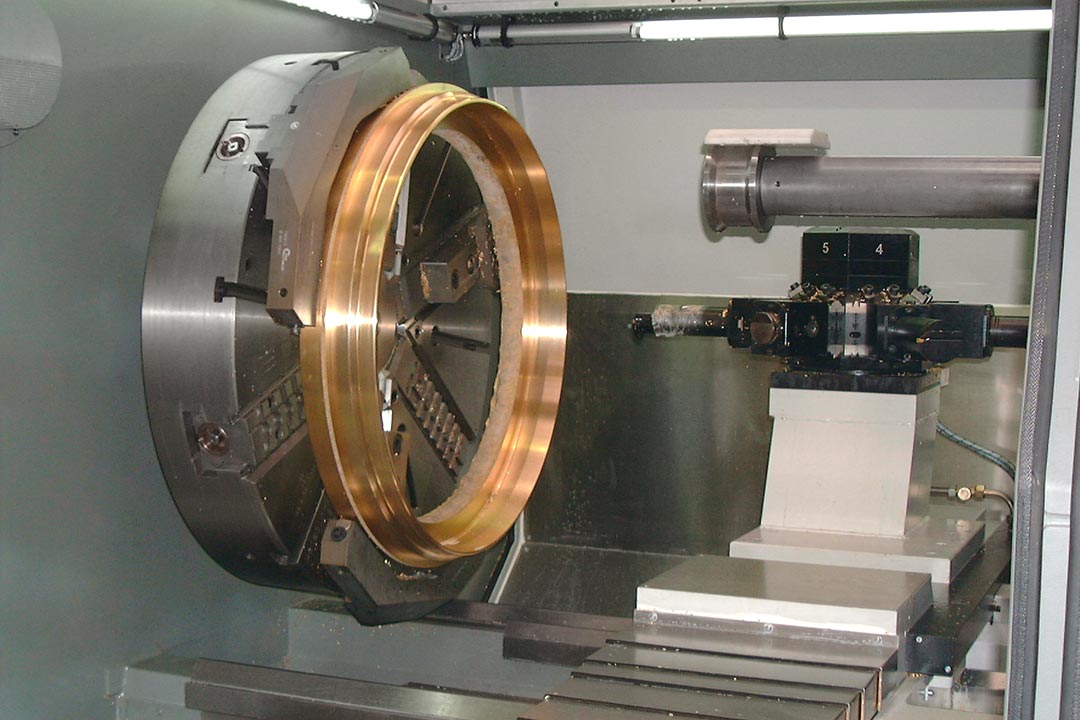
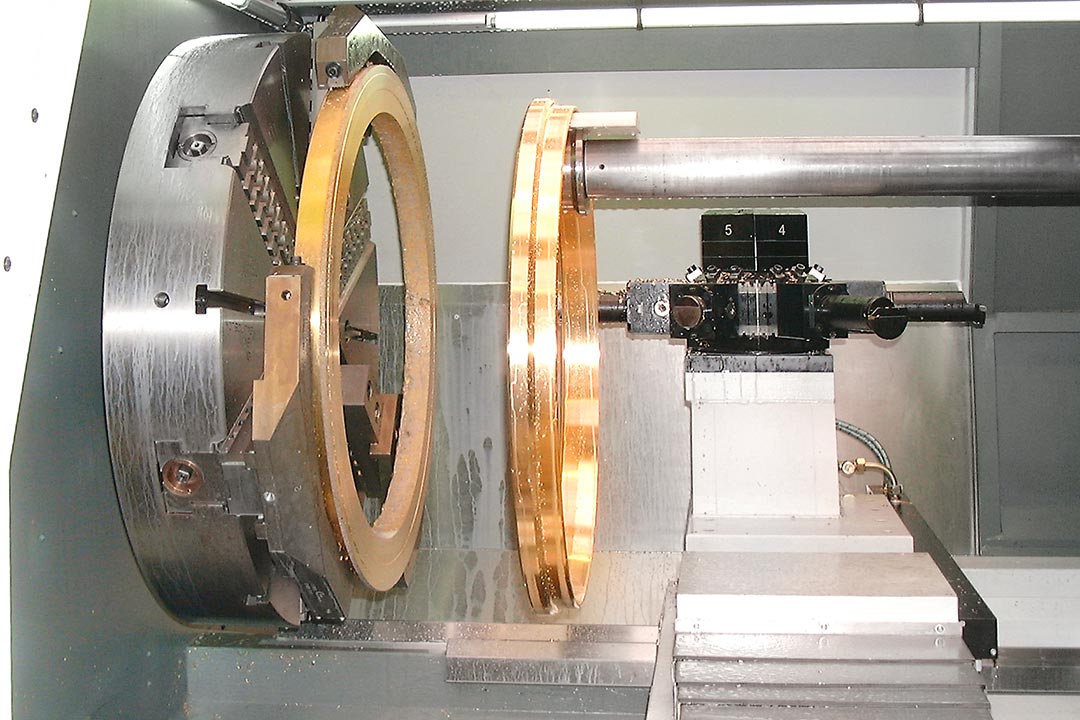
Выпуск деталей кольцевой формы большого диаметра
Для токарной обработки крупных деталей малой длины, например, на лоботокарных станках, SEIGER может предложить особые инновации. При обработке деталей большого диаметра при небольшой длине обычно возникают определенные сложности с выгрузкой, которые на станках SEIGER решаются приемником деталей в виде управляемой оси. Как видно из изображения, это дает заметную экономию времени.
Чтобы увидеть абсолютное время в минутах, переместите курсор на поле.
Этапы работы без приемника деталей SEIGER
Этапы работы с приемником деталей SEIGER
- Выполнение программы: токарная обработка внутренней и внешней окружности
- Выпуск детали
- Остановка программы
- Отсоединение детали вручную вспомогательным и подъемным инструментом
- Укладка детали
- Выполнение программы в автоматическом режиме: токарная обработка внутренней и внешней окружности
- Выполнение программы в автоматическом режиме: выпуск детали в приемник
- После завершения программы: укладка детали